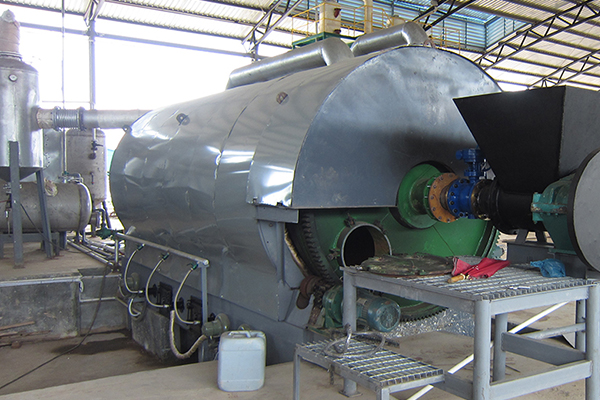
专业废轮胎炼油设备运行中的注意事项:1.操作人员须在娴熟地掌握设备性能、机械结构和操作规程后才能上岗作业,防止因操作不当造成设备损坏;2.操作人员要坚守岗位,仔细监测设备运转状态,发现异常现象应立即停机检查和修理,防止设备“带病”工作;焦油渣炼油设备厂家3.务必注意防爆铝板,若生产过程中铝板损坏漏气,应立即关闭防爆装置外的阀门,并在生产结束时更换防爆铝板。设备运行后的维护方法:1.定期检修维护设备,疏通油气管道和凝汽器管道;2.定期检查润滑泵油箱和机座油箱的油量是否足够,保证润滑系统使用的可靠性,并对运动部件进行润滑;3.定期检查拖轮、轴承、齿轮运转是否正常,定期加润滑油润滑 (随州专业焦油渣炼油设备用800-1000℃的锂基脂);4.定期清理滤油网是否有炭黑结块堵塞,如有堵塞情况,应立即清理或更换。
加快发展渣油加氢处理技术:中国自行开发的200万吨/年渣油加氢处理(S-RHT)装置已在茂名石化公司投运。随州专业焦油渣炼油设备加氢处理VR用作RFCC进料可大量提高轻质油品产率,这已成为加工含硫原油的又一重油加工路线。清洁燃料生产技术开发,汽、柴油质量正面临世界清洁燃料标准的严峻挑战。焦油渣炼油设备厂家己规划实施较严格的燃料规范,欧Ⅱ标准2005年7月1日执行,欧Ⅲ标准2005年在北京执行,2010年推向。并初步设想,2008年之前,要达到欧Ⅳ排放要求。
(1)清洁汽油生产技术;中国FCC汽油占成品汽油总组成80%以上。随州专业焦油渣炼油设备技术发展的重点是减少FCC汽油中的硫和烯烃含量。(2)清洁柴油生产技术,中石化抚顺石油化工研究院开发成功新一代柴油深度加氢脱硫催化剂FH-UDS,这种催化剂继在中石化金陵石化柴油加氢装置实现工业应用之后,还用在中石化齐鲁分公司260万吨/年、镇海炼化200万吨/年、茂名分公司260万吨/年及上海石化330万吨/年的柴油加氢装置上。焦油渣炼油设备厂家用该催化剂生产硫含量符合欧Ⅲ排放标准柴油时,FH-UDS催化剂的加氢脱硫相对体积活性比FH-DS催化剂提高了56%;生产硫含量符合欧Ⅳ排放标准柴油时,FH-UDS的加氢脱硫相对体积活性比FH-DS催化剂提高了159%。FH-UDS催化剂以W-Mo-Ni-Co为活性组分,具有孔容大、比表面积高、加氢脱硫和加氢脱氮活性稳定性好、强度高、精制油品安定性好、对原料适应性强等特点。可以在较为缓和的工艺条件下生产硫含量符合欧Ⅲ和欧Ⅳ排放标准的清洁柴油,通过适当调整操作条件,也可以生产无硫柴油。(3)催化裂化(FCC)及相关新技术(4)加氢催化剂技术(5)渣油加工系列化技术(6)芳烃分离和生产技术(7)润滑油基础油生产技术
预处理含油污泥在预处理装置进口处通过污泥分选转轮与筛板的共同作用,随州专业焦油渣炼油设备大块聚结在一起的污泥通过污泥分选转轮的旋转被打散,污泥中大于20mm的颗粒被分选转轮推进预处理装置一侧的大块物料收集箱内,小于20mm的污泥通过污泥分选筛板的筛孔进入污泥预处理槽。通过含油污泥分选转轮和筛板共同作用,实现含油污泥的杂物去除纤维物粉碎均匀分散油泥浆储存和输送。反应器是主要设备,反应器材料需要相对高的耐腐蚀性和耐温性。该试验工厂使用容积式气固分离器,由于油和炭黑之间的重力差异很大,焦油渣炼油设备厂家因此更容易分离两相。为了减少夹带在气流中的固体颗粒的量,装置的体积足够大以降低气体速度。将油气送入冷凝器冷凝,然后进入油气分离罐,得到裂解气和馏分油。
现在随着社会的进步,很多传统的方法都在改变,所以现在对于垃圾处理也有了更好的方法,随州专业焦油渣炼油设备生活垃圾分拣设备链板上料机又称链板上料机。标准材质,是废旧塑料生产流水线里必备的产品.链板上料机还分为单体式全自动链板上料机与分体式大功率全自动链板上料机。链板上料机是现代化工、制药、食品、冶金、建材、农副等各轻、重工业等必须配套的设备之一, 他提供了工作效率,质量可靠圣久耐用,并且在送料过程中原料完全不受潮,不受污染,不带异物,不漏失,实现送料过程自运化,避免高空加料的危险性,降低劳动强度提高生产效率,是现代企业文明生产之一。焦油渣炼油设备厂家链板上料机是现代化工、制药、食品、冶金、建材、农副等各轻、重工业等必须配套的设备之-,他提供了 工作效率,质量可靠坚久耐用,并且在送料过程中原料完全不受潮,不受污染,不带异物,不漏失,实现送料过程自运化,避免高空加料的危险性,降低劳动强度,提高生产效率。













 地址:河南商丘黄河东路济广高速新区北出口,往东5公里路北
地址:河南商丘黄河东路济广高速新区北出口,往东5公里路北 电话:17638021551
电话:17638021551 邮箱:17638021551@163.com
邮箱:17638021551@163.com 电子执照
电子执照 豫公网安备 41142502000096号
豫公网安备 41142502000096号